

【導讀】隨著汽車電子技術的發(fā)展和成熟, 越來越多的由元器件構建成的電控單元被應用于汽車上, 使得汽車更加智能和安全。 但由于汽車的特殊使用工況,特別是非常寬的應用環(huán)境溫度,使得研發(fā)工程師在設計時不得不考慮高低溫沖擊可能對元器件造成的影響, 本文將對這一問題進行分析并給出一些應對的方案, 供大家參考。
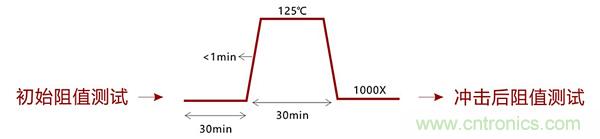
對于貼片電阻冷熱沖擊的測試, 業(yè)界通常采用AEC-Q200中建議的測試方法, 方法如下:
低溫設定在-55ºC, 高溫設定在125ºC, 在每個溫度下保持30分鐘, 溫度切換時間間隔要小于1分鐘, 一共要做1000次的循環(huán), 高低溫沖擊完成后測試阻值并與測試前的初始阻值對比,觀察阻值的變化量。
通常情況下,上述的高低溫沖擊測試對阻值造成的變化不大, 不會影響電路的功能,完全可以被客戶所接受, 但冷熱沖擊有可能造成電阻電極焊接處出現(xiàn)裂紋甚至開裂, 會極大的影響最終產(chǎn)品的可靠性, 這是完全不能被接受的, 那為什么會產(chǎn)生這樣的現(xiàn)象? 在設計中又如何避免呢?
熱沖擊測試造成裂紋的主要原因來源于應用場景中不同部分CET(熱膨脹系數(shù))的差異, 如下圖所示。

當溫度劇烈變化時, FR4底板的伸縮要遠大于陶瓷基板, 如果這樣的變化多次反復,就會造成端部連接材料的疲勞最后導致開裂。但這種沖擊對電阻層本身影響不大, 這也是為什么冷熱沖擊后阻值變化較小的原因。

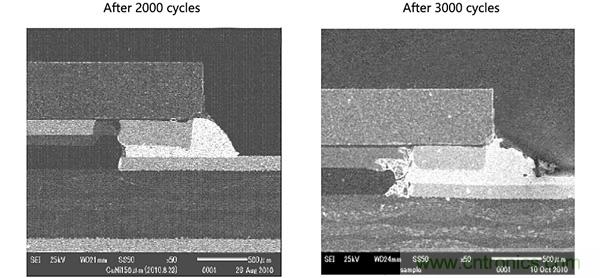
下圖是1206封裝尺寸的電阻在經(jīng)歷2000次的-55C~125C冷熱沖擊后的圖片

圖片來源Vishay Tech.
眾所周知, 物體的熱脹冷縮是自然現(xiàn)象無法避免, 那對于這個問題我們該如何來改善和解決呢, 讓我們來進一步分析,看看有哪些因素對熱脹冷縮的影響起到了促進作用, 以便我們在選擇產(chǎn)品時盡量避免他們。
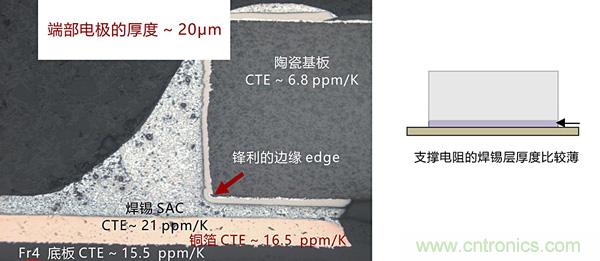
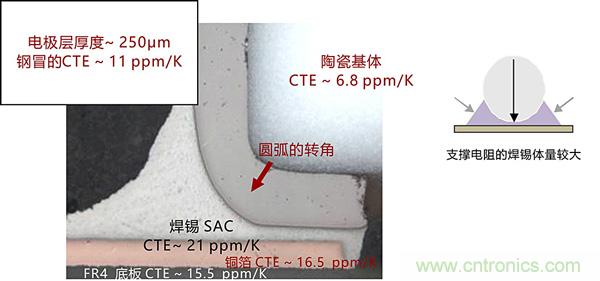
上圖是普通電阻縱切面的電鏡掃描圖像, 通過分析我們可以了解到下列因素起到了對熱脹冷縮影響的促進作用:
1. 陶瓷基板邊緣鋒利的轉角使得局部的應力增加。
2. 端部電極層的厚度很薄, 起不到從低CET陶瓷基板到高CET焊錫之間的緩沖作用。
3. 支撐電阻的焊錫層厚度比較薄,基本上沒有能力吸收高低溫沖擊對材料造成的應力。
4. 電阻兩個電極間的距離比較長, 使得高低溫沖擊對電阻造成的伸縮幅度比較大。
通過以上分析, 如果工程師對高低溫沖擊性能有比較高的要求,(如-55C~125C, 1000次循環(huán)),下面是我們建議的一些方案。
1.盡量選用1206及以下封裝的電阻, 或長邊電極電阻, 這樣可以縮短電極間的距離,減小高低溫沖擊對體積變化的影響。

2.由于功率的要求,應用上一定要選擇大尺寸的產(chǎn)品時, 可以考慮使用倒裝貼片電阻, 結構如下圖。
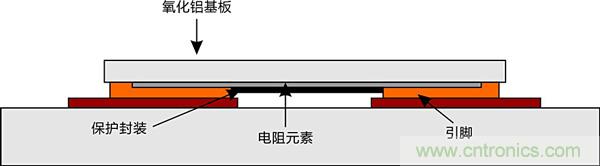
這種產(chǎn)品焊接結構避免了鋒利的轉角造成的局部應力增加, 支撐的焊錫層也非常厚可以有效地吸收掉高低溫沖擊造成的應力。
縱切面的電鏡掃描圖如下:
3.對于較大功率電阻的選擇, 也可以考慮圓柱型MELF電阻,這種產(chǎn)品的圓弧型的轉角有效避免了局部應力的增加,焊接結構上有體量較多的焊錫支撐,可以有效的吸收溫度沖擊帶來的應力。
4.目前也有一些廠家通過在電極層中增加一層柔性物質, 來改善電阻在焊接后承受熱沖擊影響的能力。
綜上,我們可以了解到熱沖擊對現(xiàn)場應用中的貼片電阻造成的影響,內(nèi)在的原因以及推薦的解決方案, 希望對汽車硬件工程師在電路的可靠性設計方面有一些幫助。
推薦閱讀:



