

【導(dǎo)讀】激光切割加工具有切割精度高、切割速度快、熱效應(yīng)低、無污染、無噪音等優(yōu)點(diǎn),而激光切割加工質(zhì)量與激光焦點(diǎn)與工件之間的相對(duì)位置有著密切的關(guān)系,保證激光焦點(diǎn)和切割對(duì)象之間的公道的相對(duì)位置是保證激光切割加工質(zhì)量的關(guān)鍵之一。
激光聚焦的焦點(diǎn)位置無法直接丈量,但可以通過間接方法檢測。對(duì)于一個(gè)激光切割加工系統(tǒng),其焦點(diǎn)位置是由聚焦鏡的光學(xué)焦點(diǎn) 決定的,所以在聚焦鏡一定情況下其位置是不變的(不考慮聚焦鏡的熱效應(yīng)),因此可以通過檢測聚焦鏡和被加工對(duì)象之間的相對(duì)位置來間接檢測焦點(diǎn)和被加工對(duì)象 之間的位置關(guān)系。
激光焦點(diǎn)和被加工對(duì)象之間的相對(duì)位置可以通過電感位移傳感器和電容傳感器來檢測,在使用中各有優(yōu)缺點(diǎn)。電感傳感器的響 應(yīng)頻率較低,不太適用于高速加工和像!維加工這樣需要非接觸檢測的場合;電容傳感器,具有響應(yīng)速度快,檢測精度高等優(yōu)點(diǎn),但在使用過程中存在非線性和易受 激光切割加工過程中產(chǎn)生的等離子云和噴渣的干擾的影響。
本文將系統(tǒng)討論激光切割加工中激光焦點(diǎn)位置誤差的產(chǎn)生途徑和自動(dòng)消除誤差的控制系統(tǒng)的組成。在此基礎(chǔ)上分別討論了兩種傳感器檢測系統(tǒng)組成以及實(shí)際使用中存在的不足和克服的方法。
1.激光切割過程中焦點(diǎn)位置誤差的產(chǎn)生
在激光切割過程中,產(chǎn)生焦點(diǎn)和被加工對(duì)象表面之間相對(duì)位置發(fā)生變化的因素很多,被加工工件表面凸凹不平、工件裝夾方式、機(jī)床的幾何誤差以及機(jī)床在負(fù)載力下的 變形、工件在加工過程中的熱變形等都會(huì)造成激光焦點(diǎn)位置和理想給定位置(編程位置)發(fā)生偏差。有些誤差(如機(jī)床的幾何誤差)具有規(guī)律性,可以通過定量補(bǔ)償 方法進(jìn)行補(bǔ)償,但有些誤差為隨機(jī)誤差,只能通過在線檢測和控制來消除,這些誤差是:
1.1 工件幾何誤差激光切割的對(duì)象 為板材或覆蓋件型零件,由于各種原因的影響,加工對(duì)象表面具有起伏不平,且在切割過程中的熱效應(yīng)的影響也會(huì)產(chǎn)生薄板零件的表面變形,對(duì)于1維激光加工,覆 蓋件在壓制成型過程中也會(huì)產(chǎn)生表面的不平,所有這些,都會(huì)產(chǎn)生激光焦點(diǎn)與被加工對(duì)象表面的位置與理想位置發(fā)生隨機(jī)變化。
1.2 工件裝夾裝置產(chǎn)生的誤差
激光切割加工的工件是放在針狀工作臺(tái)上,由于加工誤差、長時(shí)間與工件之間的磨損和激光的燒傷,針床會(huì)出現(xiàn)凸凹不平,這種不平也會(huì)產(chǎn)生薄鋼板和激光焦點(diǎn)之間的位置的隨機(jī)誤差。
1.3 編程產(chǎn)生的誤差在1維激光切割加工過程中,復(fù)雜曲面上的加工軌跡是通過直線、圓弧等擬合的,這些擬合曲線和實(shí)際曲線存在一定誤差,這些誤差使得實(shí)際焦點(diǎn)和加工對(duì)象表面的相對(duì)位置和理想編程位置產(chǎn)生一定誤差。而有些示教編程系統(tǒng)也會(huì)引進(jìn)一些偏差。
2.激光切割過程中焦點(diǎn)位置在線檢測與控制系統(tǒng)的組成
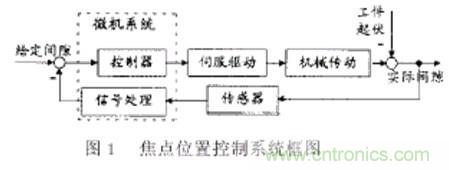
如圖1所示,激光切割焦點(diǎn)位置在線檢測與控制系統(tǒng)由控制器、檢測系統(tǒng)、執(zhí)行裝置等部分組成。
根據(jù)焦點(diǎn)位置檢測控制系統(tǒng)和系統(tǒng)的關(guān)系,焦點(diǎn)位置檢測控制系統(tǒng)分為獨(dú)立式和集成式兩種。獨(dú)立式焦點(diǎn)位置檢測與控制系統(tǒng)采用單獨(dú)的坐標(biāo)軸進(jìn)行焦點(diǎn)位置誤差的補(bǔ)償控制,機(jī)械結(jié)構(gòu)復(fù)雜,本錢較高,但可與各種數(shù)控系統(tǒng)和激光切割機(jī)床配合使用。而集成式采用激光切割機(jī)床本身的一個(gè)進(jìn)給軸(對(duì)平面加工)或多個(gè)進(jìn)給軸的合成(對(duì)于1維切割加工)運(yùn)動(dòng)來進(jìn)行焦點(diǎn)位置誤差的補(bǔ)償。這種方式具有結(jié)構(gòu)簡單、本錢低,易于調(diào)整等優(yōu)點(diǎn),但要求和數(shù)控系統(tǒng)同一設(shè)計(jì),對(duì)數(shù)控系統(tǒng)的開放性要求較高。
2.1 電容傳感器檢測電路
如圖2所示,電容傳感器檢測電路由調(diào)諧振蕩器、信號(hào)放大器、晶體穩(wěn)頻振蕩器、同步電路、混頻電路、信號(hào)處理電路等將電容量信號(hào)變成對(duì)應(yīng)頻率的脈沖信號(hào),通過 對(duì)脈沖信號(hào)進(jìn)行頻率采樣和處理,得到相應(yīng)的電容量。這里的電容為切割噴嘴和切割對(duì)象之間兩個(gè)極板形成的電容。顯然其電容量除了與兩個(gè)極板的面積有關(guān)外,還 與極板之間的介質(zhì)、極板之間的間隔有關(guān)。而這個(gè)間隔就與激光聚焦鏡和工件之間的間隔有關(guān),也就是與激光焦點(diǎn)與工件之間的間隔有關(guān),所以電容量近似和焦點(diǎn)位 置與切割對(duì)象之間的間隔有關(guān)。這就是電容傳感器檢測焦點(diǎn)位置的原理。
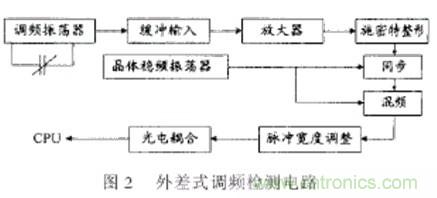
從圖中可以看出,頻率和焦點(diǎn)位置誤差之間的關(guān)系為非線性關(guān)系,必須通過計(jì)算機(jī)進(jìn)行線性化處理。同時(shí),由于電容量還和極板之間的介質(zhì)有關(guān),所以檢測結(jié)果輕易受加工過程中產(chǎn)生的等離子云和噴渣影響,必須加以克服。
2.2 電感傳感器檢測電路
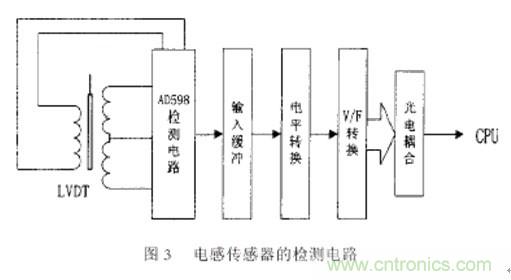
如圖3所示,由于采用了最新的大規(guī)模集成電路,電感傳感器的檢測電路比較簡單,且集成電路采用了新的調(diào)制解調(diào)方法和算法,減少了以前的檢測外差式調(diào)頻檢測電路方法由于傳感器的激勵(lì)信號(hào)的相角、頻率以及幅值漂移對(duì)檢測結(jié)果的影響,大大進(jìn)步了檢測精度和穩(wěn)定性。
傳感器信號(hào)通過處理后得到與傳感器測頭位移成正比的電壓信號(hào),通過變換電路轉(zhuǎn)換成相應(yīng)的頻率信號(hào),通過計(jì)算機(jī)處理得到了焦點(diǎn)的位置誤差信號(hào)。
由于電感傳感器的固有特性,對(duì)被測信號(hào)的頻率有一定的限制(幾百),不太適用于高速加工場合,同時(shí),由于其為接觸式檢測方式,只能用于平面加工場合。
3.切割過程中等離子云對(duì)焦點(diǎn)位置檢測系統(tǒng)的影響
在工件尚未被切穿的瞬間,激光和金屬相互作用,在噴嘴和加工對(duì)象之間產(chǎn)生云霧狀等離子體,改變電容極板之間的介質(zhì),從而對(duì)電容傳感器產(chǎn)生干擾。在正常切割過 程中,輔助氣體將等離子體從切縫中吹散,對(duì)電容傳感器產(chǎn)生影響較小。但假如加工速度太快和剛開始切割時(shí),由于工件未被完全切穿,激光照射點(diǎn)四周會(huì)產(chǎn)生等離 子體云,對(duì)電容傳感器產(chǎn)生干擾,嚴(yán)重時(shí)甚至使傳感器無法正常工作,嚴(yán)重影響加工質(zhì)量。圖4為等離子體干擾示意圖。
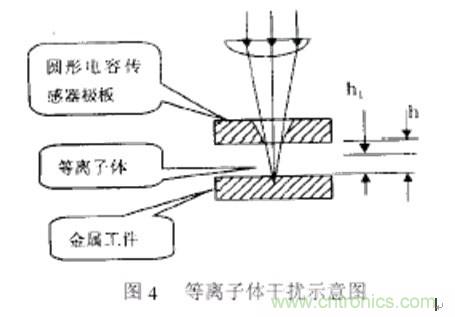
由電磁學(xué)原理可知,相鄰的兩個(gè)極板間電容量為C=εS/h, 式中ε---極板之間介電常數(shù))一般為(1), S---極板相對(duì)有效面積, h---兩極板間間隔, 假如沒有等離子體的干擾,那么,根據(jù)式(1)所測到的電容就和極板(噴嘴和加工對(duì)象)之間間隔成反比,由電容量可以方便求出兩極板間間隔,進(jìn)而求出焦點(diǎn)和被加工對(duì)象之間的相對(duì)位置。但是,當(dāng)噴嘴和被加工對(duì)象之間存在等離子體或噴渣時(shí),電容極板之間的電介質(zhì)就不是空氣了,其介電常數(shù)就發(fā)生變化。由電容原理公式,此時(shí)兩個(gè)極板間電容量為:
C''''=ε S1 /[(h-h1)+h1ε/ε1 ]+εS2/h (2), 式中ε1---等離子體的介電常數(shù), h1---等離子體云的厚度, S1 + S2 =S分別為有等離子云或噴渣的區(qū)域和無等離子云或噴渣的區(qū)域的面積, 假如等離子云均勻分布于噴嘴和被加工對(duì)象之間的一定高度范圍之內(nèi),則電容傳感器所測得的兩極板間間隔為:
h''''=(h-h1)+ h1ε/ε1 (3)
檢測的誤差理論值:
Δh = h''''-h
= h1 (ε/ε1 -1) (4)
從 式(4)可知,誤差的大小由極板間等離子體云的厚度及等離子體的介電常數(shù)決定。而等離子體介電常數(shù)具有非常大的值,可以達(dá)到105的數(shù)目級(jí)。所以由式 (4)可以看出等離子云或噴渣對(duì)檢測結(jié)果的影響是非常大的,文獻(xiàn)[2~4]得出,假如等離子體云的厚度為1~2mm,則由電容傳感器檢測的兩極板間間隔的 理論誤差也達(dá)到1~2mm,顯然達(dá)不到激光焦點(diǎn)位置檢測的精度指標(biāo)(為±0.2mm)。
4.傳感器優(yōu)化設(shè)計(jì)技術(shù)減少等離子云對(duì)檢測結(jié)果的影響
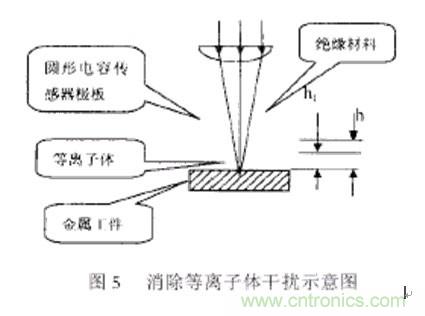
等離子體對(duì)電容傳感器的干擾是由于等離子體改變了電容兩極板之間的介質(zhì)。因此,為了消除等離子體對(duì)電容傳感器的干擾,就要使電容兩極板之間的介質(zhì)不受等離子體的影響,可以加大圓環(huán)形極板的中心小孔和將電容傳感器移至等離子云以外兩種方法來實(shí)現(xiàn)。
(1) 要消除等離子體對(duì)電容量的影響,就要將等離子體置于電容傳感器的極板之外??紤]到等離子云是沿切割點(diǎn)四周分布的,因此可以如圖5所示:將圓環(huán)形極板的中心 小孔直徑擴(kuò)大至2~3mm并嵌進(jìn)盡緣的耐高溫陶瓷材料,由于電容傳感器極板是空心的,在不考慮邊沿效應(yīng)的情況下,照射點(diǎn)四周的等離子體云對(duì)傳感器電容量和 檢測值不產(chǎn)生影響,所以采用這種辦法能有效地減小等離子云的干擾影響。
(2) 對(duì)于平面激光切割加工,還可以通過機(jī)械傳動(dòng)方法進(jìn)行間接丈量。即通過一機(jī)械裝置跟隨被加工對(duì)象運(yùn)動(dòng),將機(jī)械裝置的上端和檢測傳感器形成極板,通過檢測傳感 器和這個(gè)機(jī)械裝置之間的間隔來間接檢測激光焦點(diǎn)和被加工對(duì)象之間的位置。這種方法可以最大限度避免了離子云和噴渣對(duì)檢測精度的影響,也發(fā)揮了電容傳感器響 應(yīng)迅速的優(yōu)點(diǎn)。
5.結(jié)論
激光焦點(diǎn)位置檢測與控制是激光切割加工的關(guān)鍵技術(shù)之一,對(duì)于快速切割加工,焦點(diǎn)位置檢測精度和快速性將直接影響到焦點(diǎn)位置的控制精度和加工質(zhì)量,電容傳感用具有檢測靈敏度高、響應(yīng)快速的優(yōu)點(diǎn),可以通過計(jì)算機(jī)系統(tǒng)的線性化來克服其非線性;通過特殊的傳感器結(jié)構(gòu)來消除加工過程中產(chǎn)生的等離子云和噴渣對(duì)檢測結(jié)果的影響,進(jìn)步其在激光切割加工系統(tǒng)中的使用效果。



