

【導(dǎo)讀】隨著工藝進(jìn)步,同樣封裝的電容耐壓和容值越來越大,陶瓷電容的使用范圍越來越廣。但是,你如果把陶瓷電容當(dāng)做一個理想電容符號來使用的時候,可能會有意想不到的問題。
下面我們進(jìn)入陶瓷電容的容值變化的世界。
一、電壓值變大了,電容值變?。蛪悍秶詢?nèi))
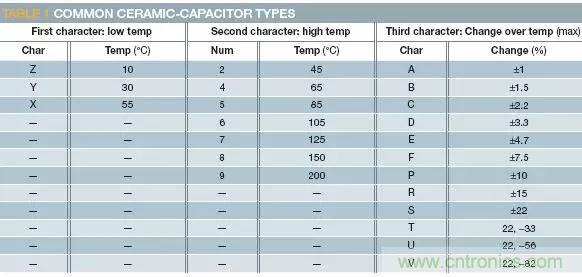
在給出的多種電容類型中,最常用的是X5R、X7R。所有的型號在環(huán)境條件變化時都會出現(xiàn)電容值變化。尤其Y5V在整個環(huán)境條件區(qū)間內(nèi),會表現(xiàn)出極大的電容量變化。
當(dāng)電容公司開發(fā)產(chǎn)品時,他們會通過選擇材料的特性,使電容能夠在規(guī)定的溫度區(qū)間(第一個和第二個字母),工作在確定的變化范圍內(nèi)(第三個字母)。我正在使用的是X7R電容,它在-55°C到+125°C之間的變化不超過±15%。
當(dāng)我們在電容兩端加上電壓時,我們發(fā)現(xiàn)電壓就會導(dǎo)致電容值的變化(在耐壓范圍以內(nèi))。電容隨著設(shè)置條件的變化量是如此之大。我選擇的是一只工作在12V偏壓下的耐壓16V電容。數(shù)據(jù)表顯示,4.7-μF電容在這些條件下通常只提供1.5μF的容量。
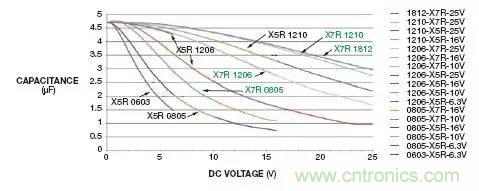
我們可以看到,不同的型號,不同的耐壓,不同的封裝的電容,隨著電壓上升的下降趨勢。
對于某個給定的封裝尺寸和瓷片電容類型,電容的額定電壓似乎一般沒有影響。
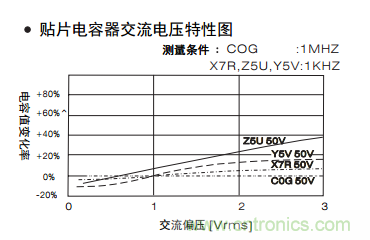
二、交流偏壓特性
除了上面描述的直流電壓會影響電容的容值,在電容上面的交流量也會影響電容的容值。
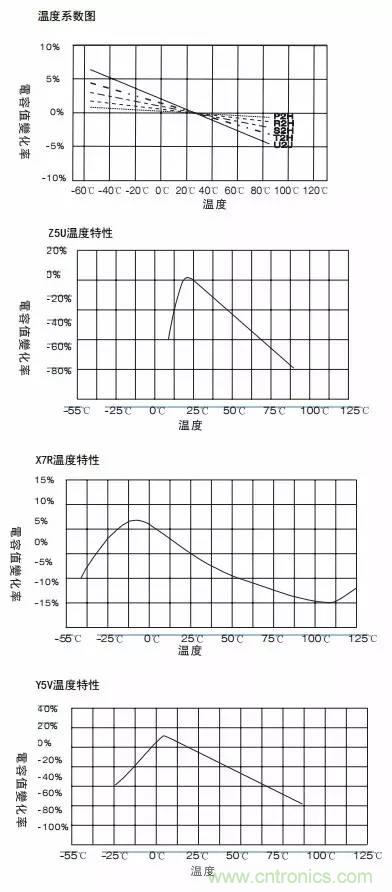
三、隨著溫度的變化,不同型號的電容容值有不同的走勢。
四、ESR和ESL
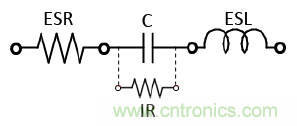
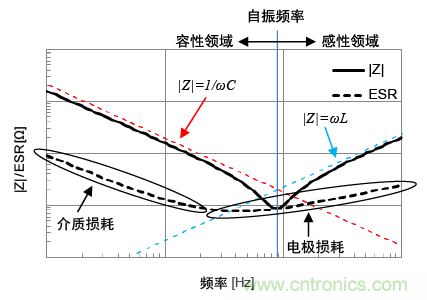
電容器(圖3)中除有容量成分C外,還有因電介質(zhì)或電極損耗產(chǎn)生的電阻(ESR)及電極或?qū)Ь€產(chǎn)生的寄生電感(ESL)。因此,|Z|的頻率特性如圖4所示呈V字型(部分電容器可能會變?yōu)閁字型)曲線,ESR也顯示出與損耗值相應(yīng)的頻率特性。
實際電容器
實際電容器的|Z|/ESR頻率特性(例)
|Z|和ESR變?yōu)樯蠄D曲線的原因如下:
低頻率范圍:低頻率范圍的|Z|與理想電容器相同,都與頻率呈反比趨勢減少。ESR值也顯示出與電介質(zhì)分極延遲產(chǎn)生的介質(zhì)損耗相應(yīng)的特性。
共振點附近:頻率升高,則|Z|將受寄生電感或電極的比電阻等產(chǎn)生的ESR影響,偏離理想電容器(紅色虛線),顯示最小值。|Z|為最小值時的頻率稱為自振頻率,此時|Z|=ESR。若大于自振頻率,則元件特性由電容器轉(zhuǎn)變?yōu)殡姼?,|Z|轉(zhuǎn)而增加。低于自振頻率的范圍稱作容性領(lǐng)域,反之則稱作感性領(lǐng)域。
ESR除了受介電損耗的影響,還受電極自身抵抗行程的損耗影響。
高頻范圍:共振點以上的高頻率范圍中的|Z|的特性由寄生電感(L)決定。高頻范圍的|Z|可由公式(2)近似得出,與頻率成正比趨勢增加。
ESR逐漸表現(xiàn)出電極趨膚效應(yīng)及接近效應(yīng)的影響。
以上為實際電容器的頻率特性。重要的是,頻率越高,就越不能忽視寄生成分ESR或ESL的影響。隨著電容器在高頻領(lǐng)域的應(yīng)用越來越多,ESR和ESL與靜電容量值一樣,成為表示電容器性能的重要參數(shù)。
以上就電容器寄生成分ESR、ESL對頻率特性的巨大影響進(jìn)行了說明。電容器種類不同,則寄生成分也會有所不同。接下來對不同種類電容器頻率特性的區(qū)別進(jìn)行說明。
下圖表示靜電容量10uF各種電容器的|Z|及ESR的頻率特性。除薄膜電容器以外,全是SMD型電容器。
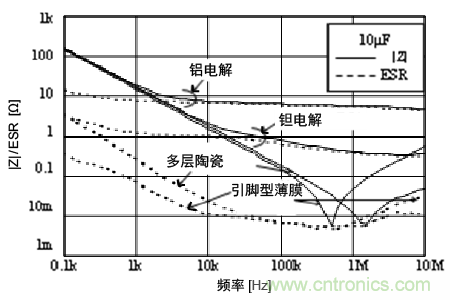
各種電容器的|Z|/ESR頻率特性
上圖所示電容器的靜電容量值均為10uF,因此頻率不足1kHz的容量范圍|Z|均為同等值。但1kHz以上時,鋁電解電容器或鉭電解電容器的|Z|比多層陶瓷電容器或薄膜電容器大,這是因為鋁電解電容器或鉭電解電容器的電解質(zhì)材料的比電阻升高,導(dǎo)致ESR增大。薄膜電容器或多層陶瓷電容器的電極中使用了金屬材料,因此ESR很低。
多層陶瓷電容器和引腳型薄膜電容器在共振點附近的特性基本相同,但多層陶瓷電容器的自振頻率高,感應(yīng)范圍的|Z|則較低。這是由于引腳型薄膜電容器中只有引腳線部分的電感增大了。
由以上結(jié)果可以得出,SMD型的多層陶瓷電容器在較寬的頻率范圍內(nèi)阻抗都很低,也最適于高頻用途。
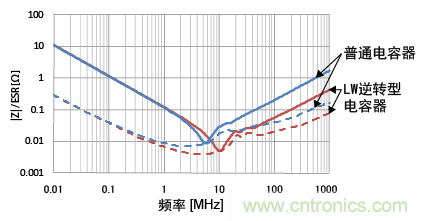
下圖為長度l縮短,寬度w增大的LW逆轉(zhuǎn)型電容器。由圖中的頻率特性可知,即使容量相同,LW逆轉(zhuǎn)型電容器的阻抗低于一般電容器,特性優(yōu)良。使用LW逆轉(zhuǎn)型電容器,即使數(shù)量少于一般電容器,也可獲得同等性能,通過減少元件數(shù)量可以降低成本,縮減實裝面積。
LW逆轉(zhuǎn)型電容器的外觀
五、失效
多層片狀陶介電容器由陶瓷介質(zhì)、端電極、金屬電極三種材料構(gòu)成,失效形式為金屬電極和陶介之間層錯,電氣表現(xiàn)為受外力(如輕輕彎曲板子或用烙鐵頭碰一下)和溫度沖擊(如烙鐵焊接)時電容時好時壞。
多層片狀陶介電容器具體不良可分為:
1、熱擊失效
2、扭曲破裂失效
3、原材失效三個大類
(1)熱擊失效模式:
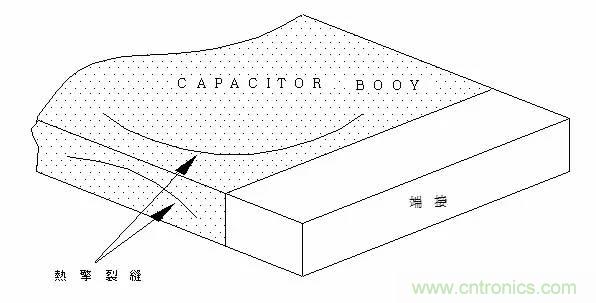
熱擊失效的原理是:在制造多層陶瓷電容時,使用各種兼容材料會導(dǎo)致內(nèi)部出現(xiàn)張力的不同熱膨脹系數(shù)及導(dǎo)熱率。當(dāng)溫度轉(zhuǎn)變率過大時就容易出現(xiàn)因熱擊而破裂的現(xiàn)象,這種破裂往往從結(jié)構(gòu)最弱及機械結(jié)構(gòu)最集中時發(fā)生,一般是在接近外露端接和中央陶瓷端接的界面處、產(chǎn)生最大機械張力的地方(一般在晶體最堅硬的四角),而熱擊則可能造成多種現(xiàn)象:
第一種是顯而易見的形如指甲狀或U-形的裂縫
第二種是隱藏在內(nèi)的微小裂縫
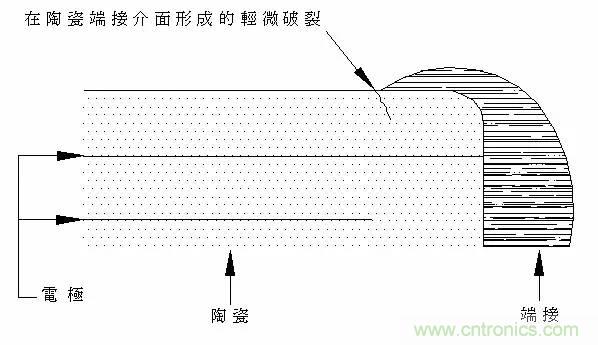
第二種裂縫也會由裸露在外的中央部份,或陶瓷/端接界面的下部開始,并隨溫度的轉(zhuǎn)變,或于組裝進(jìn)行時,順著扭曲而蔓延開來(見圖4)。
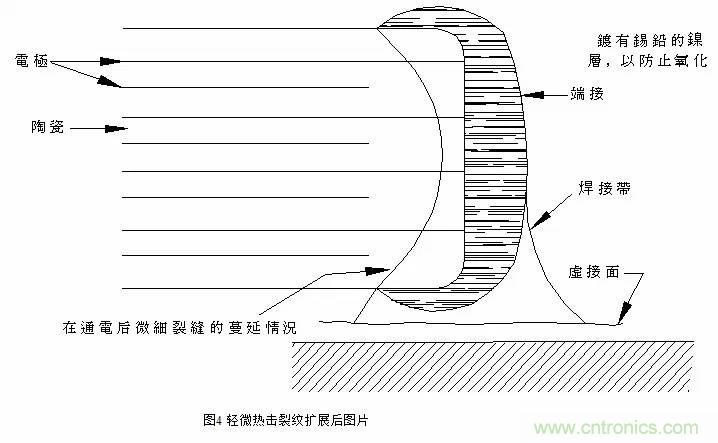
第一種形如指甲狀或U-形的裂縫和第二種隱藏在內(nèi)的微小裂縫,兩者的區(qū)別只是后者所受的張力較小,而引致的裂縫也較輕微。第一種引起的破裂明顯,一般可以在金相中測出,第二種只有在發(fā)展到一定程度后金相才可測。
(2)扭曲破裂失效
此種不良的可能性很多:按大類及表現(xiàn)可以分為兩種:
第一種情況、SMT階段導(dǎo)致的破裂失效
當(dāng)進(jìn)行零件的取放尤其是SMT階段零件取放時,取放的定中爪因為磨損、對位不準(zhǔn)確,傾斜等造成的。由定中爪集中起來的壓力,會造成很大的壓力或切斷率,繼而形成破裂點。
這些破裂現(xiàn)象一般為可見的表面裂縫,或2至3個電極間的內(nèi)部破裂;表面破裂一般會沿著最強的壓力線及陶瓷位移的方向。
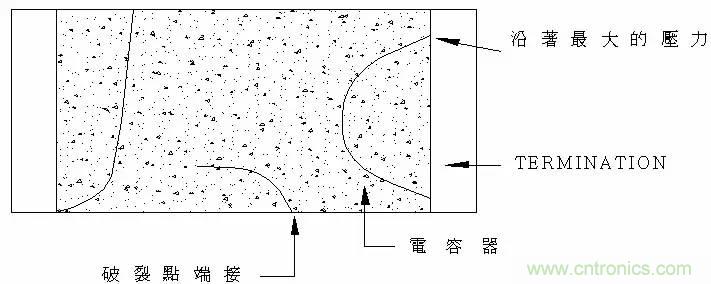
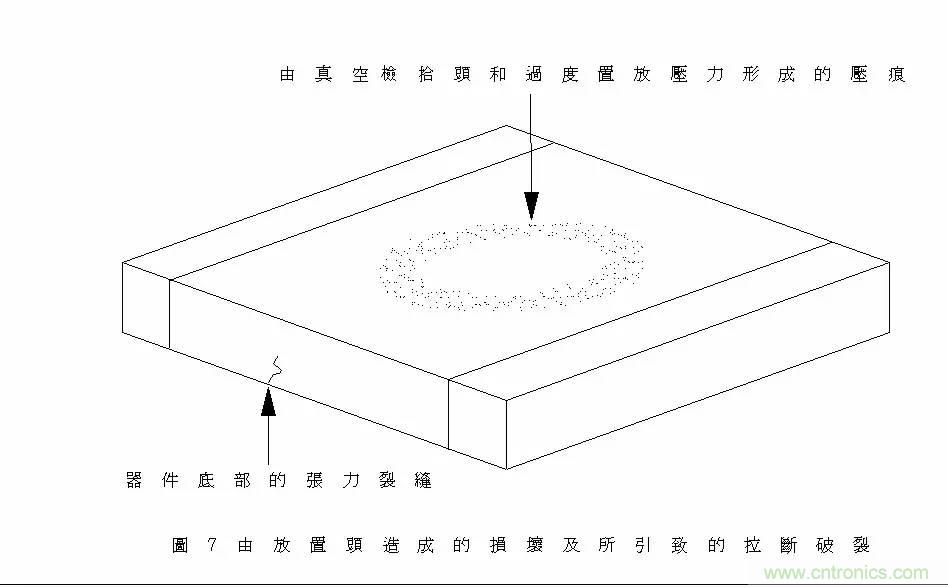
真空檢拾頭導(dǎo)致的損壞或破裂﹐一般會在芯片的表面形成一個圓形或半月形的壓痕面積﹐并帶有不圓滑的邊緣。此外﹐這個半月形或圓形的裂縫直經(jīng)也和吸頭相吻合。
另一個由吸頭所造成的損環(huán)﹐因拉力而造成的破裂﹐裂縫會由組件中央的一邊伸展到另一邊﹐這些裂縫可能會蔓延至組件的另一面﹐并且其粗糙的裂痕可能會令電容器的底部破損。
第二種、SMT之后生產(chǎn)階段導(dǎo)致的破裂失效
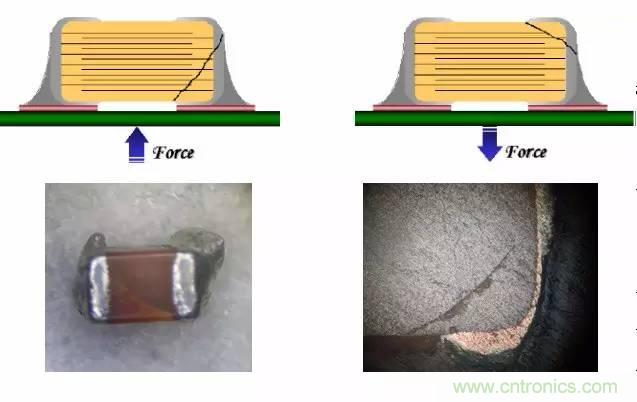
電路板切割﹑測試﹑背面組件和連接器安裝﹑及最后組裝時,若焊錫組件受到扭曲或在焊錫過程后把電路板拉直,都有可能造成‘扭曲破裂’這類的損壞。
在機械力作用下板材彎曲變形時,陶瓷的活動范圍受端位及焊點限制,破裂就會在陶瓷的端接界面處形成,這種破裂會從形成的位置開始,從45°角向端接蔓延開來。
(3)原材失效
多層陶瓷電容器通常具有2大類類足以損害產(chǎn)品可靠性的基本可見內(nèi)部缺陷:
電極間失效及結(jié)合線破裂燃燒破裂。
這些缺陷都會造成電流過量,因而損害到組件的可靠性,詳細(xì)說明如下:
1、電極間失效及結(jié)合線破裂主要由陶瓷的高空隙,或電介質(zhì)層與相對電極間存在的空隙引起,使電極間是電介質(zhì)層裂開,成為潛伏性的漏電危機;
2、燃燒破裂的特性與電極垂直,且一般源自電極邊緣或終端。假如顯示出破裂是垂直的話,則它們應(yīng)是由燃燒所引起;

備注:原材失效類中第一種失效因平行電容內(nèi)部層結(jié)構(gòu)分離程度不易測出,第三種垂直結(jié)構(gòu)金相則能保證測出
由熱擊所造成的破裂會由表面蔓延至組件內(nèi)部,而過大的機械性張力所引起的損害,則可由組件表面或內(nèi)部形成,這些破損均會以近乎45°角的方向蔓延,至于原材失效,則會帶來與內(nèi)部電極垂直或平行的破裂。
另外:熱擊破裂一般由一個端接蔓延至另一個端接﹐由取放機造成的破裂﹐則在端接下面出現(xiàn)多個破裂點﹐而因電路板扭曲而造成的損壞﹐通常則只有一個破裂點。
推薦閱讀:



